English
English
Views: 0 Author: Site Editor Publish Time: 2026-06-16 Origin: Site
When designing thermal management systems for high-power electronic devices, the choice of cooling technology is only the first step. Once you decide on liquid cooling, a more critical engineering challenge arises: selecting the right liquid cold plate manufacturing process. The way a cold plate is built directly impacts its heat dissipation efficiency, structural reliability, and overall product lifespan.
Currently, two manufacturing methods dominate the high-performance cooling market: Vacuum Brazing and Friction Stir Welding (FSW). But for engineering teams and procurement managers, deciding between a vacuum brazing liquid cold plate and an FSW liquid cold plate is not about figuring out which technology is universally "better." Instead, it is about matching the manufacturing process to your specific heat load, internal channel design, pressure requirements, and production volume.
This guide will break down the fundamental differences between these two technologies, helping you understand how to choose the right process to keep your equipment cooler, safer, and more reliable.
Table of Contents
In any liquid cooling system, the cold plate is the physical bridge between the hot electronic component and the cooling fluid. If this bridge is poorly constructed, the entire system fails.
The manufacturing process you choose determines the internal geometry of the cold plate. Can you design highly complex, winding micro-channels, or are you restricted to simple, straight paths? The process also dictates the plate's structural integrity. Can it withstand high fluid pressure over a 10-year lifespan without leaking?
For high-power electronics, engineers often need to push the boundaries of design to reduce thermal resistance. They require customized ports, specific sizes, and optimized fluid distribution. Therefore, understanding the capabilities of your chosen manufacturing method is the foundation of building a reliable high performance liquid cooling plate. If the process does not align with your thermal goals, you risk facing uneven flow distribution, dangerous hotspots, and catastrophic coolant leaks.
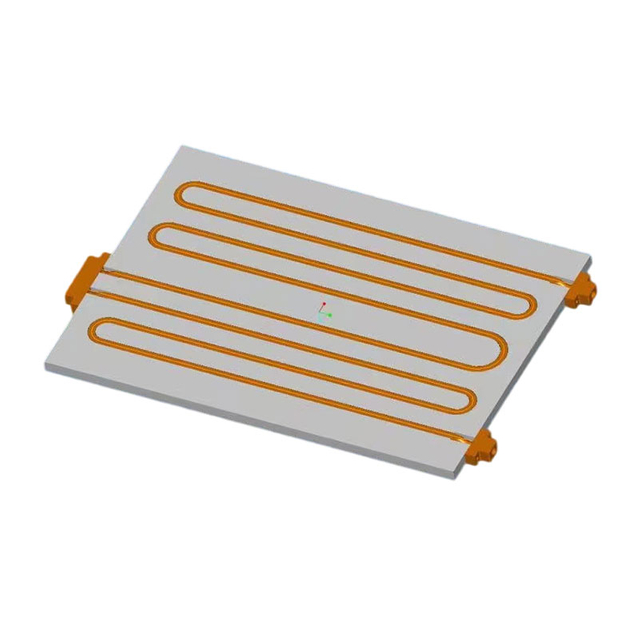
A vacuum brazing liquid cold plate is manufactured by joining metal components together inside a high-temperature vacuum furnace.
In this process, top and bottom metal plates (often CNC machined with intricate internal channels) are sandwiched together with a thin layer of brazing filler metal between them. When heated in the vacuum chamber, the filler metal melts and flows into the joints via capillary action. The vacuum environment is crucial: because there is no oxygen, the metal does not oxidize. This allows for "flux-free bonding," meaning no corrosive chemical fluxes are needed, keeping the internal channels perfectly clean.
The greatest advantage of a vacuum brazed cold plate is design freedom. Because the entire assembly is heated uniformly and bonded simultaneously, engineers can design incredibly complex internal flow channels, high-density fin structures, and highly customized liquid routing paths. This makes it possible to create a brazed liquid cooling plate with exceptionally low thermal resistance, as the coolant can be guided precisely to where the heat is most concentrated.
If vacuum brazing is about complex internal bonding, Friction Stir Welding (FSW) is about brute mechanical strength.
An FSW liquid cold plate is created using a solid-state joining process. A rapidly rotating tool is plunged into the seam between two metal parts. The extreme friction generates heat, softening the metal without actually melting it. The tool then moves along the joint, mechanically mixing the plasticized metal together to create a seamless, highly robust weld.
Because the metal never reaches its melting point, FSW avoids the structural warping, porosity, and material changes associated with traditional fusion welding. This makes FSW exceptionally well-suited for joining large areas of metal while maintaining high mechanical strength. However, the rotating tool requires a clear, somewhat simple path to operate. As a result, FSW is typically better suited for cold plates with regular, straightforward channel designs rather than the intricate, winding micro-structures possible with vacuum brazing.
To make an informed engineering decision, it is helpful to look at a direct comparison of the two processes. While both methods produce excellent thermal management tools, their strengths lie in different areas.
Comparison Feature | Vacuum Brazing Liquid Cold Plate | FSW Liquid Cold Plate |
Joining Method | High-temperature metallurgical bonding in a vacuum | Solid-state mechanical friction mixing |
Channel Design Capability | Ideal for highly complex, intricate 3D internal channels | Better suited for regular, straightforward geometric structures |
Thermal Design Freedom | Very High (allows for high-density micro-structures) | Moderate (limited by the path of the welding tool) |
Structural Integrity | Highly reliable sealing; excellent for leak prevention | Outstanding mechanical strength and rigidity |
Primary Use Cases | High heat flux, compact spaces, complex thermal management | Large surface areas, high structural strength requirements |
Typical Applications | HPC, AI Servers, Power Electronics, Aerospace | EV Battery Trays, Industrial Equipment, standard IGBTs |
As the table shows, if your primary challenge is managing extreme heat in a very tight space, vacuum brazing is usually the superior choice. If you are building a massive cooling tray for an electric vehicle battery where structural rigidity is paramount, FSW takes the lead.
Let us apply this knowledge to real-world engineering challenges. By looking at two common scenarios, we can see exactly why the vacuum brazing liquid cold plate is often the preferred choice for advanced electronics.
Case 1: Upgrading High-Power Electronics Cooling
Devices like high-end IGBT modules, industrial control systems, and power conversion equipment generate massive amounts of heat during continuous operation. Traditional air cooling is no longer sufficient to maintain stable temperatures. By utilizing vacuum brazing, engineers can design internal cooling channels that run incredibly close to the actual heat source. This maximizes the heat transfer efficiency between the metal and the liquid coolant while keeping the overall size of the cold plate very compact.
Case 2: Cooling Space-Constrained Equipment
In the world of Artificial Intelligence (AI) servers, High-Performance Computing (HPC) systems, and data center racks, physical space is the ultimate luxury. Yet, the heat flux density of modern processors is constantly rising. Vacuum brazing shines here because it allows for the creation of intricate, high-density micro-channels within a very thin plate. It delivers maximum cooling capacity exactly where the processor hotspots are located, fitting high-performance cooling into limited server chassis spaces.
Knowing that you need a custom vacuum brazed plate for your AI server is great, but executing the design is another matter. For B2B buyers and engineers, the biggest fears regarding liquid cooling are leaks, uneven flow distribution, and long-term performance degradation.
You cannot simply buy a manufacturing process; you need a comprehensive thermal solution. High-quality procurement inquiries rarely start with "How much does this cost?" They start with, "We have a design concept—can you optimize it for manufacturing?"
This is why working with an advanced custom liquid cold plate manufacturer like Kingka is crucial. A true partner uses engineering data to reduce your risk before a single piece of metal is cut.
CFD (Computational Fluid Dynamics) Optimization: Simulates the liquid flow inside the cold plate to ensure there are no dead zones and that coolant reaches the hottest areas evenly.
FEA (Finite Element Analysis): Tests the structural strength to ensure the plate will not deform or leak under high system pressure.
Precision Process Control: Kingka’s vacuum brazing ensures flux-free bonding and strict leak risk control designs, ensuring long-term operational safety.
By combining advanced manufacturing with upfront engineering validation, you eliminate the guesswork and guarantee that your design will perform as expected in the field.
Choosing the right liquid cold plate manufacturing process requires more than comparing technologies on a spec sheet. It requires evaluating your specific thermal load, mechanical space, and long-term reliability needs.
Are you looking for a manufacturer, or are you looking for a liquid cooling solution supplier? The best partners offer end-to-end support, taking your project from initial prototype thermal simulations all the way through to reliable mass production.
Whether your project requires the intricate thermal routing of a vacuum brazing liquid cold plate for an aerospace application, or the rugged durability of an FSW plate for an EV battery, the focus must always remain on the ultimate goal: keeping your equipment cooler, safer, and more reliable. Kingka provides customized vacuum brazed and FSW liquid cold plate solutions based exactly on your cooling requirements, thermal performance targets, and production needs. Contact an engineering expert today to discuss which process will best solve your thermal management challenges.
1. What does "flux-free bonding" mean in vacuum brazing?
Traditional brazing often uses a chemical paste called flux to prevent the metal from oxidizing when heated. Vacuum brazing removes oxygen from the environment entirely, so no flux is needed. This is critical for cold plates because it leaves the internal liquid channels perfectly clean and free of corrosive residues that could damage the cooling system over time.
2. Can I use an FSW liquid cold plate for a high-density AI server?
While FSW creates incredibly strong cold plates, it is generally not ideal for high-density AI servers. AI processors require very intricate, high-density micro-channels to target specific hotspots. FSW is limited by the path of the mechanical welding tool, making vacuum brazing the better choice for complex internal server cooling geometries.
3. Why is vacuum brazing considered better for custom internal channels?
Because the brazing filler metal melts and flows via capillary action in a vacuum furnace, it can bond two plates together perfectly regardless of how complex or winding the machined channels are inside. It allows engineers complete freedom to design fluid paths that wrap tightly around specific heat sources.
4. Is vacuum brazing more expensive than Friction Stir Welding (FSW)?
The cost depends heavily on the design, size, and production volume. Vacuum brazing requires specialized high-temperature vacuum furnaces and longer processing times per batch, which can increase costs for simple designs. However, for complex, high-performance electronics, it is often the most cost-effective way to achieve the necessary thermal performance.
5. How do I know if my cold plate design will leak?
Reputable manufacturers mitigate leak risks through rigorous engineering and testing. Before manufacturing, Finite Element Analysis (FEA) is used to verify the design's strength. Post-manufacturing, vacuum brazed plates undergo strict helium leak testing and pressure testing to ensure the seals are completely airtight and ready for long-term use.